20+ Finishes Under One Roof — Anodizing to Silk Screen.
Most surface finishing is outsourced by prototype shops, causing lost parts and 1–2 week delays. We run anodize, plating, paint, and silk screen lines in-house, so your part goes from machine to finish without leaving the building.
- ▸Anodize Type II (clear, black, red, blue, gold) and Type III (hard coat)
- ▸Zinc, nickel, chrome, black oxide plating lines
- ▸Powder coating and wet paint — RAL and Pantone color matching
- ▸Laser marking, silk screen, pad printing, UV print

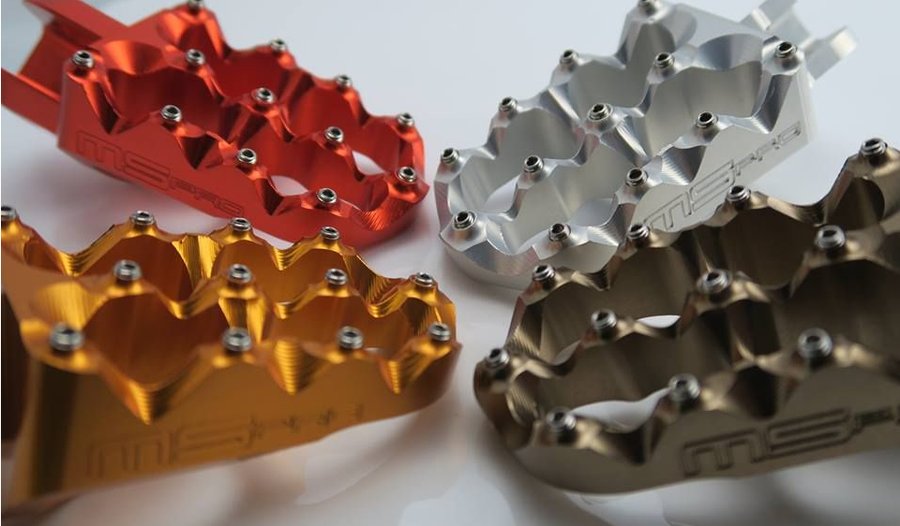
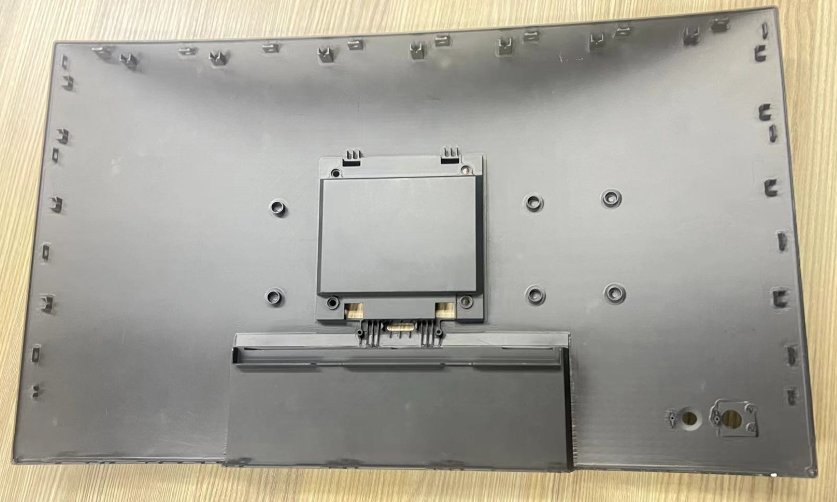
Real parts, real machines.
Selected work from our Dongguan floor across recent customer projects.


Materials we machine
All common engineering plastics and metals, including automotive high-strength steels and aerospace-grade aluminums.
Surface finishes available
Design guidelines
Follow these rules for optimal cost and lead time. Our engineers flag any DFM issues during quote review.
Anodize adds ~25 microns (Type II) or ~50 microns (Type III). Paint adds 50–200 microns. Powder coating adds 60–120 microns. Factor this into mating tolerances.
Threaded holes, press-fit bores, and electrical contact surfaces must be masked. Specify on drawing — we mask with high-temp tape or custom fixtures.
Parts are hung on rack titanium hooks — each part needs a rack point (usually a small tab or non-critical feature). We can add/remove tabs; specify if visible.
Specify Pantone, RAL, or provide a physical color chip. For metallic finishes (anodize, chrome), no two batches match perfectly — document your reference part early.
Supply vector artwork (AI, SVG, PDF) with Pantone ink colors specified. Minimum line width 0.3 mm. White on dark requires an opaque base coat.
Bead blast or brush before anodize/paint to get a uniform base. Machining marks show through most transparent coatings.
From drawing to part
- 01Part arrives from machining / fabrication / casting
- 02Surface prep — blast, brush, degrease, or chemical etch
- 03Coating applied per spec (anodize / plate / paint / print)
- 04Cure, inspect for uniformity, color match, and defects
- 05Pack with interleaving tissue or foam to protect finish
Industries served
Frequently asked questions
Q01Can you color-match a specific shade of black?+
Q02Do you handle Type III hard anodize?+
Q03What's the difference between bead blast and sand blast?+
Q04Can you silk screen plastic parts?+
Q05How do you ship finished parts without damaging the finish?+
Ready for your Surface Finishing quote?
Upload a STEP file, get pricing in under 24 hours — including DFM feedback from a real manufacturing engineer.