Injection-Mold Quality Parts, Without the Steel Tool.
Get 10–50 production-quality parts in 7–10 days using silicone tooling and urethane resins. Perfect for design validation, marketing samples, and bridge-to-production when your steel tool isn't ready.
- ▸Production-grade surface finish — paint, texture, and silk screen ready
- ▸Materials that mimic ABS, PC, PMMA, rubber, clear, and high-temp plastics
- ▸Overmolding and insert molding supported (metal inserts, TPU over rigid)
- ▸Parts up to 2 m — we have two Fupu V2500 vacuum casting machines

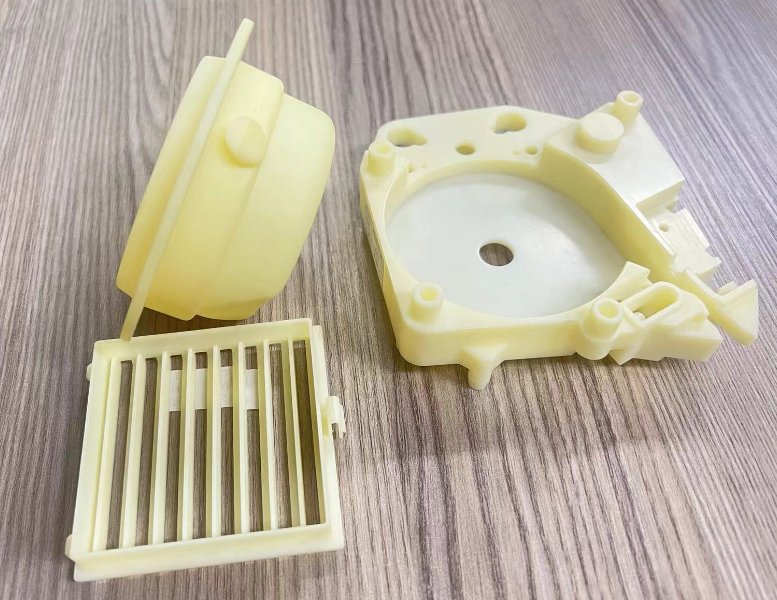
Real parts, real machines.
Selected work from our Dongguan floor across recent customer projects.


Materials we machine
All common engineering plastics and metals, including automotive high-strength steels and aerospace-grade aluminums.
Surface finishes available
Design guidelines
Follow these rules for optimal cost and lead time. Our engineers flag any DFM issues during quote review.
1° draft per side minimum on vertical walls. Silicone tools are more forgiving than steel, but 2° is safer for deep features.
Uniform 1.5–3 mm ideal. Variations cause sink marks and warp. Avoid walls thinner than 0.75 mm — they'll flex or tear during demolding.
Texture is transferred from the master. Provide a masterwith the target surface, or let us apply VDI / Mold-Tech texture after CNC.
Pigments mixed into resin, no painting needed for solid colors. Provide a Pantone number or color chip. Color matching available for ±1 Delta-E.
Metal inserts (brass, stainless) placed before casting and locked in. For overmolding, supply the rigid substrate (injection molded or CNC) and we cast the soft part around it.
Vacuum cast parts typically hold ±0.15 mm or ±0.3% (whichever is greater). Don't specify tighter without discussion — we may recommend CNC for critical features.
From drawing to part
- 01CNC or SLA master pattern (typically aluminum or high-res SLA resin)
- 02Silicone mold poured around master, cured, and cut in half
- 03Resin mixed, degassed under vacuum, and poured into silicone tool
- 04Part cured in oven (30–60 min depending on resin)
- 05Part demolded, trimmed, finished, and inspected
Industries served
Frequently asked questions
Q01How is vacuum casting different from injection molding?+
Q02Can vacuum cast parts actually replace injection molded parts for small runs?+
Q03Do you support clear parts?+
Q04What about overmolding — TPU over ABS for grips?+
Q05Can I get production-level textures?+
Ready for your Vacuum Casting quote?
Upload a STEP file, get pricing in under 24 hours — including DFM feedback from a real manufacturing engineer.